Machine de forage à plaque CNC haute performance de 100 mm Servo Spindle
Application de l'équipement
Cette série de machines de forage et de fraisage à grille CNC est principalement utilisée pour le forage, le chanfreinage, le tapotement, le fraisage et les opérations de forage sur les pièces de composants de plaque / de structure.Il perce efficacement des trous dans des pièces de travail telles que des bridesIl peut percer des trous et des trous aveugles sur des pièces en un seul matériau et sur des matériaux composites.Le traitement de la machine-outil est contrôlé numériquementIl permet une production automatisée, de haute précision, à grande échelle et à grande variété.

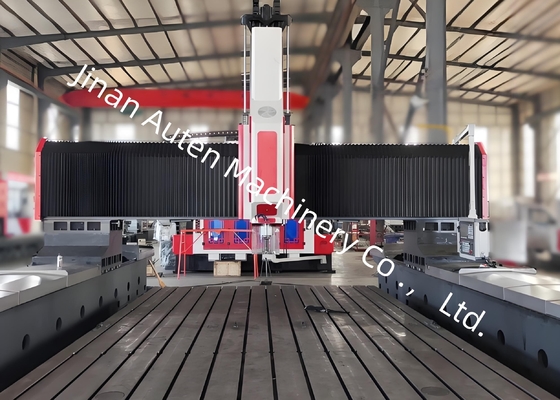
Structure de l'équipement
Cet équipement se compose principalement d'un banc de travail en lit moulé, d'un portique mobile, d'une selle mobile, d'une tête de puissance de forage et de fraisage, d'un dispositif de lubrification automatique et d'un dispositif de protection,un dispositif de refroidissement en circulationLes guides de roulement fournissent un soutien et une orientation, tandis que les entraînements à vis de précision assurent une grande précision de positionnement et une répétabilité.
1- Lit et table de travail:
Le lit et la table de travail sont en fer gris (HT250) en pièces moulées intégrées, subissent un recuit secondaire et un traitement de vieillissement,et sont usinés de précision pour assurer une excellente rigidité dynamique et statique sans déformation. la surface de la table de travail est équipée de fentes en T usinées de précision disposées de manière rationnelle pour la fixation des pièces de travail.assurer une répartition uniforme de la force sur les glissades de la voie de guidageLe système d'entraînement utilise des servomotors à courant alternatif et des paires de vis à billes de précision pour l'entraînement à double face.permettant au portique de se déplacer le long de l'axe YLes boulons réglables sont répartis sur la base du lit, permettant un réglage pratique du niveau horizontal du lit et de la table de travail.
2Portique mobile:
Le portique mobile est fabriqué en fer gris (HT250) et dispose de deux guides linéaires roulants à charge extrêmement élevée installés sur le côté avant du portique.Un ensemble de paires de vis à bille de précision et un servo-moteur permettent au glissement de la tête de puissance dans la direction de l'axe XLes têtes de puissance de forage sont installées sur la glissière de la tête de puissance.
3La selle en mouvement:
La selle en mouvement est un composant structural en fonte de précision. Elle est équipée de deux guides linéaires CNC à haute charge, d'un ensemble de vis à billes de précision,un réducteur planétaire de haute précision relié à un servo-moteurIl est également doté d'un cylindre équilibré en azote, qui équilibre le poids de la tête de puissance pour réduire la charge sur la vis à bille et prolonger sa durée de vie.Il conduit la tête de puissance de forage pour se déplacer dans la direction de l'axe Z, permettant des fonctions telles que l'alimentation rapide, l'alimentation de travail, la rétraction rapide et l'arrêt.
Tableau des paramètres techniques:
| Nom |
Nom de l'article |
Valeur du paramètre |
| Dimensions maximales de la pièce à usiner |
Longueur × largeur (mm) |
3000*2500 |
| Hauteur du gantry (mm) |
1000 (peut également être déterminé sur la base de la fondation) |
| Tableau de travail |
Largeur de la fente en T (mm) |
28 |
| Tête de puissance de forage verticale de type bélier |
Quantité (unité) |
1 |
| Trou conique de la broche |
NT1département d'État |
| Diamètre de forage (acier au carbone ordinaire) (mm) |
Le numéro de série |
| Diamètre du robinet (mm) |
M3 à M30 |
| Velocité de la broche (r/min) |
30 à 3000 |
| Puissance du moteur de servo-fuseau (kW) |
22 kW |
| Distance de la face inférieure de la broche à la table de travail (mm) |
200 à 1200 |
| Mouvement latéral de la tête de puissance (axe X) |
Voie latérale maximale (mm) |
2500 |
| Vitesse de déplacement latéral (m/min) |
0 à 8 |
| Puissance du servomoteur à mouvement latéral (kW) |
4.2*1 |
| Le mouvement longitudinal du gantry (axe Y) |
Distance maximale d'alimentation (mm) |
3000 |
| Vitesse de déplacement de l'alimentation (m/min) |
0 à 8 |
| Puissance du servomoteur d'alimentation (kW) |
4.2*2 |
| Le mouvement d'alimentation par glissement vertical (axe Z) |
Voyage maximal (mm) |
1000 |
| Vitesse de déplacement (m/min) |
0 à 6 |
| Puissance du servo-moteur (kW) |
3.6*1 (frénésie) |
| Précision de positionnement à trois axes |
Le nombre d'équipements utilisés est déterminé en fonction de l'échantillon. |
± 0,015/1000 mm |
| Précision de positionnement répétée sur trois axes |
Le nombre d'équipements utilisés est déterminé en fonction de l'échantillon. |
± 0,01/1000 mm |
| Dimensions extérieures |
8200*6500*5000 mm |

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!