Traitement hydraulique de plaque d'acier de construction de poinçonneuse de plat de commande numérique par ordinateur de fabrication de structure métallique
Présentation du produit:
La machine de marquage et de poinçonnage ou de perçage hydraulique CNC est équipée d'un piston et d'un cylindre fixes, permettant un mouvement dans quatre et huit directions. Cette conception garantit un fonctionnement fluide et une stabilité à long terme. Le système est optimisé pour réduire la puissance de poinçonnage dans des conditions de charge partielle, abaissant ainsi efficacement la pression de fonctionnement. En conséquence, la machine améliore considérablement à la fois la stabilité et la fiabilité. Avec une utilisation prolongée, il conserve une haute précision et offre une durée de vie prolongée.
Configuration du produit:
| Modèle |
BNHD120 |
| Taille maximale de la pièce à travailler (mm) |
1500*800 |
| Max. diamètre de poinçonnage (mm) |
Φ26 |
| Max. diamètre de perçage (mm) |
Φ50 |
| Cône de la broche de perçage |
BT50 |
| Épaisseur de la plaque (mm) |
Perforation |
5~25 (Q235) |
| Forage |
40 |
| Force de poinçonnage (kN) |
1000/1200 |
| Force de marquage (kN) |
800/1200 |
| Min. distance entre le trou et le bord de la plaque (mm) |
Perforation |
25 |
| Forage |
Dépend du diamètre du trou |
| Taille des caractères (mm) |
14*10*19 |
| Qté. de caractère |
12 |
| Stations de découpe |
4 |
| Vitesse d'alimentation du perçage (mm/min) |
0~5000 |
| Course de la broche de perçage (mm) |
350 |
| Vitesse de rotation de la broche de perçage (r/min) |
30~3000 |
| Mode programmation |
Programmation de commandes, logiciel de dessin ou de mise en page Auto CAD |
| Dimensions hors tout L*L*H (m) |
3,3*3,2*3 |

Caractéristique du produit :
1. Le châssis de la machine est construit à l'aide de plaques de soudage de type C, garantissant une rigidité supérieure et offrant un vaste espace de travail opérationnel. Il est équipé de trois postes de filière, dont un dédié au marquage, et comprend une commutation automatique des postes de filière. Le système de serrage est polyvalent, s'adaptant à diverses pièces et utilisant un déflecteur zéro comme point de référence, la pièce étant soutenue par une table de travail à billes roulantes. Les axes X et Y sont alimentés par des servomoteurs et des vis à billes, tandis que le système CNC à deux axes gère la position de poinçonnage, permettant un usinage entièrement automatisé. Les opérateurs peuvent saisir les dimensions de la pièce dans l'ordinateur, permettant au système de récupérer et de réutiliser les programmes pour des opérations futures.
2. La machine utilise la technologie CNC avec une alimentation entraînée par un servomoteur, garantissant une efficacité optimale et une précision constante de la pièce.
3. Les composants fonctionnels essentiels sont conçus selon une approche d'assemblage modulaire, facilitant la maintenance et les réparations.
4. La machine est capable d'effectuer des opérations de poinçonnage, de marquage et de perçage sur une seule plaque.
5. L'unité de forage est équipée de fonctionnalités telles qu'une descente rapide, une alimentation lente pendant le fonctionnement et une alimentation à retour rapide, qui améliorent toutes l'efficacité opérationnelle.
6. La machine offre une programmation intuitive, permettant la saisie directe du diamètre et de la position du trou dans l'ordinateur. Il prend également en charge les programmes générés par les logiciels CAD/CAM ou ceux produits par les logiciels de lofting.
7. La station hydraulique utilise une conception à double pompe et à moteur unique avec un système de refroidissement par eau et des raccords de type manchon pour toutes les canalisations. Les tuyaux et les joints d'accouplement proviennent de fournisseurs internationalement reconnus.
8. Les axes X et Y sont alimentés par des servomoteurs, des vis à billes et des guides linéaires, garantissant une précision exceptionnelle.
9. Le système comprend une fonction d'autodiagnostic qui détecte et signale les défauts.
10. La conception minimise la contrainte physique exercée sur les opérateurs.
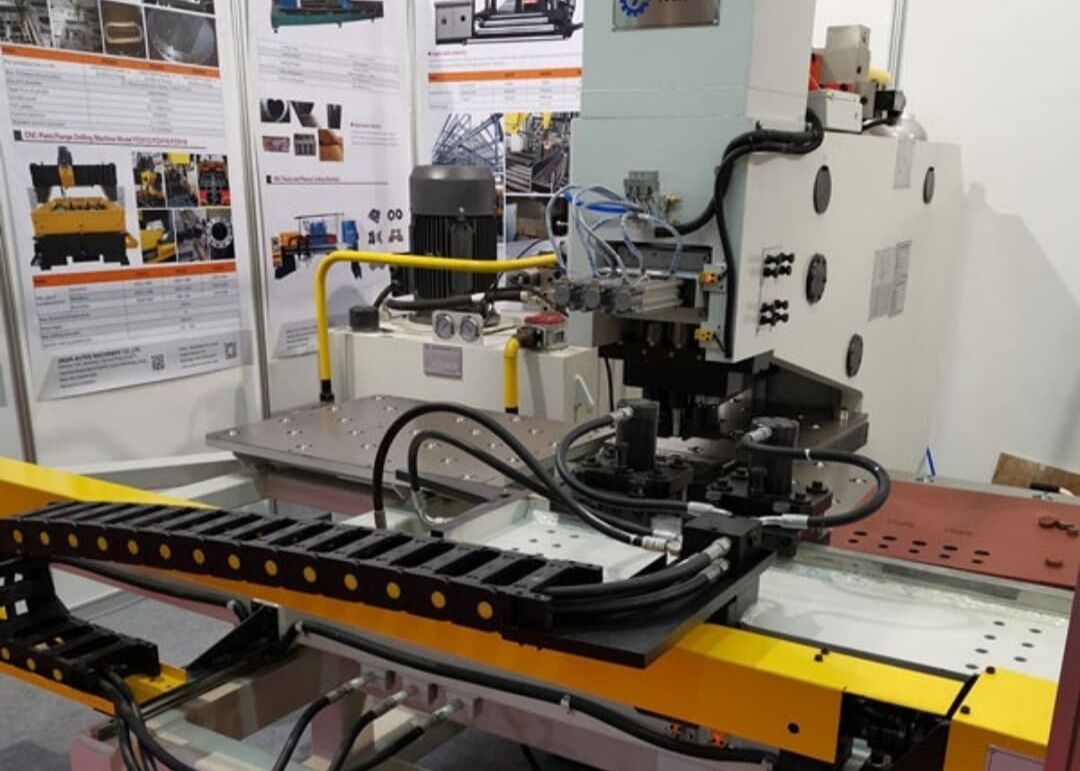
Détails de la machine :
Ce système spécialisé pour le travail des métaux est méticuleusement conçu pour effectuer des opérations de poinçonnage, de marquage et de perçage sur des plaques d'acier dans l'industrie de fabrication de tours en acier. Il offre une précision d'usinage exceptionnelle, répondant à des exigences strictes en matière de tolérance et de finition de surface. En plus de son utilisation principale dans le secteur des tours en acier, cet équipement polyvalent exécute de manière cohérente des opérations de poinçonnage, de perçage et de marquage sur des plaques métalliques pour un large spectre d'applications industrielles. Il garantit une efficacité opérationnelle améliorée et un traitement précis de diverses pièces métalliques, rationalisant les flux de travail et améliorant la qualité des produits dans diverses industries.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!