Plaques de raccordement à commande numérique Usage des industries sidérurgiques
Industrie concernée:
La machine utilisée pour le poinçonnage à haute efficacité sur les plaques de connexion qui est largement utilisée dans les industries du pont, de l'acier angulaire et des structures en acier, etc.
Les spécifications:
| Modèle |
BNC100 |
| Taille maximale de la pièce en mm |
1500*800 |
| Diamètre maximal de perforation (mm) |
Φ26 |
| Diamètre maximal du forage (mm) |
/ |
| Tapeur de broche de forage |
/ |
| Épaisseur de la plaque (mm) |
Percussion |
5Je ne sais pas.25 (Q235) |
| Forage |
/ |
| Force de frappe (kN) |
1000/1200 |
| Force de marquage (kN) |
800/1200 |
| Distance minimale entre le trou et le bord de la plaque (mm) |
Percussion |
25 |
| Forage |
/ |
| Taille des caractères (mm) |
14*10*19 |
| Quantité de caractère |
12 |
| Machines de traitement des matières |
3 |
| Vitesse d'alimentation du forage (mm/min) |
/ |
| Traction de la broche de forage ((mm) |
/ |
| Vitesse de rotation de la broche de forage ((r/min) |
/ |
| Mode de programmation |
Programme de commande, logiciel de dessin ou de mise en page Auto CAD |
| Dimensions globales L*W*H (m) |
3.2*3*1.9 |

Caractéristiques de la structure:
1Le châssis de la machine adopte une structure en tôle d'acier soudé de type C, offrant une excellente rigidité et une zone de fonctionnement spacieuse.
2La machine est équipée de trois stations de traitement (dont une station de marquage), avec changement automatique de station pour améliorer l'efficacité opérationnelle.
3Le système de serrage est conçu pour accueillir des pièces de travail de différentes épaisseurs.la pièce est appuyée sur une table de travail à transfert de billes pour une manipulation en douceur et un positionnement précis.
4L'axe X et l'axe Y sont entraînés par des servomoteurs, des vis à billes et des guides linéaires de précision.
5L'ensemble du processus d'usinage est entièrement automatisé. Les opérateurs n'ont qu'à importer le dessin de la pièce dans le système de contrôle, ce qui simplifie considérablement l'opération et améliore la productivité.
Détails:
1Structure ouverte en forme de C: la machine est dotée d'une conception ouverte de type C, offrant un espace suffisant pour un fonctionnement pratique et une meilleure accessibilité.
2- Construction entièrement soudée en acier: le cadre, la base et la table de travail sont entièrement construits à partir de plaques d'acier soudées, qui subissent un traitement de vieillissement par soulagement des contraintes pour assurer une résistance élevée,excellente rigidité, et une durabilité à long terme.
3Quatre positions d'outillage: La machine est équipée de quatre postes d'outillage standard, deux pour le poinçonnage, un pour le forage et un pour le marquage.Les changements de position des outils sont effectués automatiquement pour un fonctionnement efficace.
4Système de serrage: la machine est équipée de deux unités de serrage hydraulique pour maintenir les plaques d'acier sur la table de travail.Le système est conçu pour accueillir des pièces de différentes tailles et épaisseursEn combinaison avec des blocs de positionnement de référence et une table de travail de transfert de balle, il assure un positionnement précis et une manipulation fluide du matériau.
5. Table de travail mobile: le mouvement de la table de travail est entraîné par des servo-moteurs et des vis à billes de précision, permettant un positionnement précis et stable de la plaque.deux pinces hydrauliques maintiennent fermement la pièce à usiner pour maintenir la précision de traitement et la stabilité de fonctionnement.
6. mouvement à l'axe X et à l'axe Y: les axes X et Y sont entraînés par deux paires de guides de roulement linéaires de grande capacité des deux côtés, avec des vis à billes de précision et des servo-motors à courant alternatif à haute inertie,assurant une précision de positionnement exceptionnelle et un contrôle du mouvement en douceur.
7Système de lubrification de type push: la machine est équipée d'un système de lubrification manuel pour les guides linéaires et les vis à billes.assurer une maintenance constante et une fiabilité opérationnelle à long terme.
8Configuration: Tous les composants hydrauliques et électriques essentiels de cette machine sont importés de fabricants internationalement reconnus, offrant une qualité supérieure, une fiabilité élevée,faible taux de défaillance, et une durée de vie prolongée.
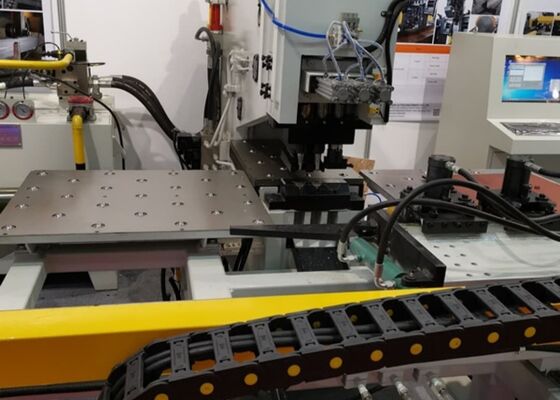
Détails de la machine:
Ce système de traitement des métaux de pointe est spécialement conçu pour effectuer des opérations de ponçage, de marquage et de perçage sur des plaques d'acier pour l'industrie de fabrication de tours en acier.Il assure une précision d'usinage supérieureAu-delà du secteur des tours en acier, cet équipement polyvalent offre des perforations, des forages, deset des capacités de marquage pour les plaques métalliques dans un large éventail d'applications industriellesIl offre une efficacité opérationnelle élevée et un traitement précis pour tous les types de pièces métalliques.en optimisant ainsi le flux de travail et en améliorant la qualité des produits dans divers environnements de fabrication.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!