Ligne de production de tours de télécommunication CNC hydraulique pour tours de lignes de transmission d'énergie
Présentation du produit :
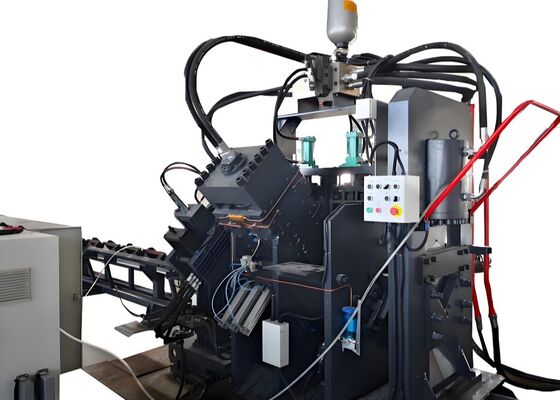
Cet équipement est un appareil multifonctionnel qui combine les capacités de poinçonnage, de marquage et de cisaillement pour les cornières, les profilés en U et les tôles. Avec une seule machine, trois fonctions distinctes peuvent être effectuées sur trois types de matériaux métalliques.
Structure de la machine :
Cette ligne de production se compose de six éléments : la section de chargement de la pièce, le système d'alimentation, la machine principale, la section de déchargement du produit fini, le système de commande électrique et l'unité de puissance hydraulique.
Paramètres du produit :
| Modèle |
JNC2020 |
| Taille de cornière (mm) |
50x50x4~200x200x20 |
| Poinçonnage max. (Dia. x Ép.) (mm) |
Φ26x20 |
| Force de poinçonnage (kN) |
1000/1200 |
| Force de marquage (kN) |
1000/1200 |
| Force de coupe (kN) |
2200/4300 |
| Longueur max. de la pièce brute (m) |
14 |
| Longueur max. de la pièce finie (m) |
12 |
| Poinçons par côté |
3 |
| Groupe de lettres de marquage |
4 |
| Nombre de lettres par groupe |
18 |
| Taille des caractères (mm) |
14x10x19 |
| Axes CNC |
3 |
| Mode de coupe |
Double lame ou lame simple |
| Méthode de refroidissement |
Refroidissement par eau/Refroidissement par air/Refroidisseur d'huile |
| Vitesse d'alimentation max. (m/min) |
80 |
| Mode de programmation |
Logiciel de dessin ou programmation par instructions |
| Dimensions hors tout (m) |
Environ 32x7x3 |
| Les paramètres ci-dessus peuvent être ajustés et modifiés selon les exigences spécifiques du client. |

Caractéristiques et composants :
1. Section d'alimentation
La section d'alimentation est composée d'un canal d'alimentation et d'un chariot d'alimentation CNC.
Canal d'alimentation : Il comprend des rouleaux de convoyage, des supports, des cadres, des guidages linéaires de précision et des roues de positionnement latérales.
Chariot d'alimentation CNC : Le chariot d'alimentation se compose d'un servomoteur, d'engrenages d'entraînement, de courroies de synchronisation, d'un cadre de chariot, de tiges de serrage et de griffes de serrage.
La pièce est initialement placée manuellement dans le dispositif de serrage. Le dispositif de serrage d'alimentation est ensuite automatiquement transporté vers la machine principale pour le poinçonnage et le cisaillement, entraîné par le servomoteur, conformément aux instructions fournies par l'ordinateur.
2. Machine principale
Cette section est composée d'une unité de pressage, d'une unité de marquage, d'une unité de support, d'une unité de poinçonnage latérale et d'une unité de cisaillement.
Unité de pressage : Cette unité est conçue pour maintenir la pièce et éviter tout décalage, tout en résistant aux forces générées lors du poinçonnage et du cisaillement.
Unité de marquage : L'unité de marquage se compose de la base fixe de la machine, d'un vérin à huile qui déplace la base, d'un vérin de tête hydraulique, d'un vérin à quatre positions qui permet la transposition de quatre boîtes de caractères, et d'un mécanisme de réglage manuel.
Unité de support : Lors de l'alimentation du matériau, l'unité de support est positionnée plus haut que les unités de poinçonnage et de marquage pour éviter que la cornière n'entre en contact avec la lame inférieure. Lors du poinçonnage, l'unité de support est abaissée sous les unités de poinçonnage et de marquage pour garantir la qualité des opérations de poinçonnage, de marquage et de cisaillement.
Unité de poinçonnage : Cette unité comporte trois positions de poinçonnage de chaque côté. Ces positions peuvent être équipées de têtes de poinçonnage de différents diamètres selon les spécifications du client. Le positionnement du poinçonnage est entraîné par un servomoteur via un système de vis à billes et de rails carrés, garantissant une grande précision de positionnement.
Unité de cisaillement : Cette unité se compose d'un corps de cadre, d'un vérin hydraulique, d'une boîte de couteau supérieure, d'une boîte de couteau inférieure, d'un mécanisme de translation, de composants de pressage et d'un système de convoyage. La machine est capable de couper des cornières, des profilés en U et des tôles en échangeant différentes matrices de coupe.
Le système d'alimentation est conçu pour empêcher la cornière d'entrer en contact avec la lame inférieure. Différents profils peuvent être coupés en changeant les moules en conséquence.
3. Unité de déchargement de la pièce finie
Cette section comprend un rouleau de support de pièce et un arbre de support.
En appuyant sur le bouton, la pièce peut être éjectée vers la gauche ou vers la droite, selon les spécifications du client.
4. Section d'alimentation hydraulique
Cette machine est équipée d'une station hydraulique autonome, ce qui facilite la maintenance de l'équipement. Tous les raccords de tuyauterie sont connectés à l'aide de raccords à sertir, ce qui empêche efficacement les fuites au niveau des joints. Les vannes hydrauliques sont intégrées via un bloc de vannes, utilisant simultanément des vannes à plateau et des vannes à cartouche. Les connexions de tuyauterie sont optimisées pour un système hydraulique plus compact, minimisant les pertes de canalisation et garantissant une utilisation complète de l'efficacité du système.
5. Commande électrique
Le système de commande électrique de la machine est à la fois avancé et bien structuré, offrant une programmation simple et une utilisation conviviale. Le logiciel de commande surveille en permanence les performances de la machine et, en cas de dysfonctionnement, l'écran CRT affiche des informations détaillées sur le défaut et les actions correctives suggérées.
Ces spécimens, représentatifs des spécifications standard et des paramètres de traitement typiques de l'industrie des tours en cornières, permettent aux utilisateurs d'évaluer directement la qualité, la précision et la finition de l'équipement. Ils servent de point de référence tangible pour évaluer les performances de l'équipement et sa conformité aux normes de production définies, soutenant ainsi des décisions éclairées et basées sur des données pour une utilisation future.
Dans la construction de lignes de transmission à très haute tension (UHV), où les tours doivent supporter des conditions météorologiques extrêmes et des charges importantes, cet équipement joue un rôle crucial dans le traitement des composants en cornières qui constituent la structure centrale de la tour. Il effectue de manière fiable les opérations de perçage et d'estampage sur les cornières utilisées pour les corps de tour, les traverses et autres éléments structurels vitaux, garantissant des dimensions précises et des connexions sécurisées qui maintiennent la stabilité globale des tours.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!