foreuse à grande vitesse de commande numérique par ordinateur de taille d'objet de 2000x2000mm pour des plats et des feuilles de tube
Application:
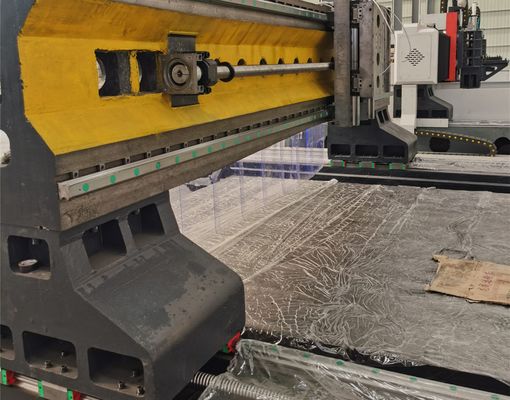
La perceuse et fraiseuse de plaques de type portique CNC est largement utilisée pour l'usinage de précision de plaques tubulaires, de brides, de roulements, d'échangeurs de chaleur et d'autres composants structurels dans des industries telles que le traitement pétrochimique, la production d'énergie nucléaire, l'énergie éolienne, la fabrication de chaudières et la fabrication de structures en acier. Il prend en charge le perçage à grande vitesse à l'aide d'outils en carbure avec refroidissement interne, ainsi que le perçage hélicoïdal à grande vitesse avec des systèmes de refroidissement externes. L'équipement intègre plusieurs fonctions d'usinage, notamment le perçage, le chanfreinage, le taraudage, le fraisage et l'alésage. Une tête à angle droit automatique en option peut être installée pour permettre les opérations de perçage latéral, de taraudage et de fraisage.
Caractéristiques:
| Modèle |
Doctorat2020 |
| Taille de la pièce |
Lxl (mm) |
2000x2000 |
| Largeur de la rainure en T de l'établi (mm) |
28 |
| Tête de forage |
Qté. |
1 |
| Cône de broche |
BT50 |
| Max. diamètre de perçage (mm) |
Φ80 |
| Max. épaisseur (mm) |
≤250 |
| Diamètre de taraudage |
M3-M30 |
| Vitesse de broche (tr/min) |
30~3000 |
| Puissance du moteur de servobroche (kW) |
22/30 |
| Mouvement latéral de la tête motrice (axe X) |
Max. course horizontale (mm) |
2000 |
| Vitesse de déplacement latéral (r/min) |
0~8 |
| Puissance du servomoteur pour le mouvement latéral (kW) |
2.4 |
| Mouvement longitudinal du portique (axe Y) |
Max. course d'avance (mm) |
2000 |
| Vitesse de déplacement de l'alimentation (m/min) |
0~8 |
| Puissance du servomoteur d'alimentation (kW) |
2.4 |
| Mouvement d'alimentation vertical du vérin (axe Z) |
Max. course (mm) |
800 |
| Vitesse de déplacement (m/min) |
0~8 |
| Puissance du servomoteur (kW) |
2.4 |
| Précision de positionnement sur trois axes |
X/Y/Z/A/B/C (mm) |
±0,015/1000 |
| Précision de positionnement répété sur trois axes |
X/Y/Z/A/B/C (mm) |
±0,01/1000 |
| Système électrique |
Système CNC |
FAGOR/KND/GSK |
| Changeur d'outils |
Type de disque (facultatif) |
24 emplacements d'outils |
| Taille globale |
LxlxH (m) |
5,3x3,8x2,7 |

Caractéristiques du produit
1. L'équipement se compose d'une base de machine, d'une unité de coulissement longitudinal, d'une structure de portique, d'une coulisse transversale, d'un mécanisme d'alimentation verticale, d'une tête de broche de perçage et de fraisage, d'une table de travail, d'un système de refroidissement, d'un système d'évacuation automatique des copeaux, d'un système de lubrification centralisé, d'un système pneumatique, d'un système de commande électrique et d'autres ensembles auxiliaires.
2. L'unité de broche coulissante servo-entraînée est capable d'effectuer des opérations de perçage, d'alésage, de taraudage, de chanfreinage et de fraisage de rainures. Il peut fonctionner indépendamment ou en coordination avec d’autres axes. La broche adopte une broche conique BT50 de haute précision fabriquée à Taiwan avec une alimentation interne en liquide de refroidissement et un système de dégagement automatique de l'outil à ressort papillon. Le changement d'outil s'effectue grâce à un mécanisme de desserrage hydraulique, permettant une commutation rapide et pratique entre les outils de perçage et de fraisage.
3. La machine adopte des guidages linéaires de haute précision pour garantir un mouvement fluide, stable et précis. Un servomoteur AC entraîne une courroie synchrone et un système de vis à billes de précision, garantissant une excellente précision et répétabilité du positionnement.
4. Le châssis et le portique de la machine sont construits à partir de structures en fonte de haute qualité ou en tôles d'acier soudées. Ces composants subissent un recuit de détente à haute température avant l'usinage, suivi d'un processus de recuit secondaire après la semi-finition. L'usinage de précision finale garantit une rigidité structurelle élevée, une stabilité à long terme et une précision constante.
La perceuse et fraiseuse de plaques à portique CNC est une solution industrielle haute performance conçue pour l'usinage de précision de composants de type plaque et de pièces structurelles. Il convient au traitement de brides, de disques, d'anneaux et de plaques plates, à condition que l'épaisseur du matériau se situe dans la plage d'usinage effective de la machine.
Dans les ateliers de fabrication de structures en acier, cet équipement effectue le perçage et le fraisage de haute précision des plaques structurelles et des composants de connexion, garantissant ainsi un assemblage fiable des charpentes en acier. Dans l'industrie de l'énergie éolienne, il est largement utilisé pour l'usinage des tours d'éoliennes et des composants de brides, garantissant ainsi l'intégrité structurelle dans des conditions de fonctionnement difficiles telles que des vents forts et des variations de température. Dans les applications de construction de ponts, il est utilisé pour usiner les poutres de pont et les éléments de support, produisant des joints durables et stables capables de supporter des charges dynamiques à long terme tout au long de la durée de vie de la structure.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!