Machine de marquage et de découpe de poinçonnage CNC, série JNC, Force de coupe 2200/4300KN, pour Angles
Présentation du produit :
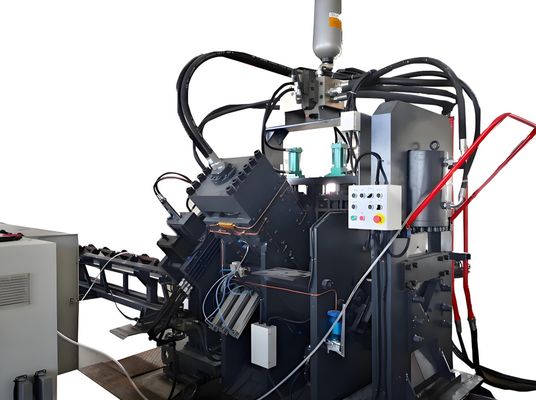
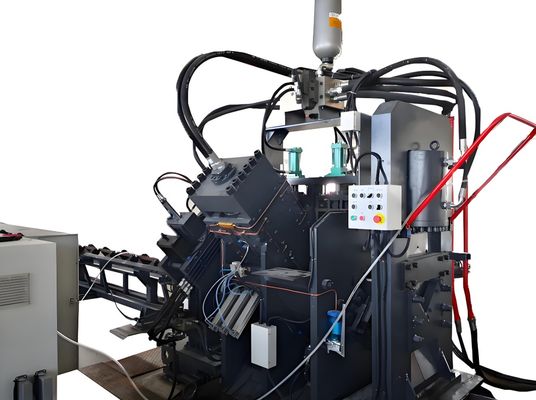
La ligne de production d'acier d'angle CNC à grande vitesse de la série JNC pour le poinçonnage, le marquage et la découpe est principalement composée d'une unité de poinçonnage, d'une unité de marquage, d'une unité de coupe, d'un système de convoyeur transversal, d'un convoyeur de chargement rotatif, d'un convoyeur d'alimentation, d'un convoyeur de déchargement, d'un chariot d'alimentation CNC, d'un système hydraulique, d'un système de commande électrique, d'un système pneumatique et d'autres composants auxiliaires. Cette ligne de production est spécialement développée pour le traitement automatisé de l'acier d'angle dans les applications de fabrication de pylônes de transmission. L'ensemble du flux de travail est entièrement contrôlé par CNC, offrant une opération simple et permettant une production automatisée, de haute précision, multi-spécifications et à grande échelle.
Paramètres du produit :
| Modèle |
JNC2020 |
| Taille d'angle (mm) |
50х50х4~ |
| 200х200х20 |
| Max. Poinçonnage (Dia. × Thi.) (mm) |
Φ26х20 |
| Force de poinçonnage (kN) |
1000/1200 |
| Force de marquage (kN) |
1000/1200 |
| Force de coupe (kN) |
2200/4300 |
| Max. longueur du flan (m) |
14 |
| Max. longueur du fini (m) |
12 |
| Poinçons par face |
3 |
| Groupe de lettres de marquage |
4 |
| Nombre de lettres par groupe |
18 |
| Taille des caractères (mm) |
14x10x19 |
| Axes CNC |
3 |
| Mode de coupe |
Double lame ou simple lame |
| Méthode de refroidissement |
Refroidissement par eau/refroidissement par air/refroidisseur d'huile |
| Max. vitesse d'alimentation (m/min) |
80 |
| Mode programmation |
Logiciel de lofting ou programmation d'instructions |
| Dimension hors tout(m) |
Environ 32x7x3 |
| Les paramètres ci-dessus peuvent être ajustés et modifiés selon les exigences spécifiques du client. |

Caractéristiques du produit :
1. La poinçonneuse d'angle CNC en acier est équipée de deux ou trois modules de poinçonnage, chacun capable d'installer trois diamètres de poinçon différents. Les unités de poinçonnage sont contrôlées avec précision via une programmation CNC (NC) pour ajuster avec précision les positions des trous. Le système prend en charge la perforation de trous ronds et ovales. L'alimentation et le poinçonnage à grande vitesse améliorent considérablement l'efficacité de la production. Pour les cornières d'acier de 50 × 50 × 4 mm, la capacité de traitement atteint environ 9 à 10 tonnes par équipe de 8 heures.
2. L'unité de marquage est conçue avec une structure entièrement fermée et à haute rigidité. Il comprend quatre groupes de caractères de type cassette sélectionnables par programmation, avec des positions de marquage réglables. De plus, un système de marquage à disque rotatif à 10 rangées est disponible, permettant une sélection automatique des caractères sans intervention manuelle, améliorant considérablement l'efficacité du marquage.
3. L'unité de coupe adopte une conception de cisaillement à lame unique caractérisée par une force de coupe et une stabilité élevées. Chaque opération de découpe ne produit aucun déchet de matière avec une surface de coupe propre et lisse. Le boîtier de la lame présente une structure à porte ouverte, permettant un remplacement rapide, sûr et pratique de la lame.
4. La table d'alimentation horizontale transporte les cornières vers le support de chargement rotatif, qui est entraîné par un ensemble moteur-réducteur. Cela garantit un positionnement stable du matériau sur le convoyeur d'alimentation pour un traitement ultérieur.
5. Les pièces sont solidement serrées et transportées par un chariot d'alimentation CNC avec une précision de positionnement élevée. Le chariot est entraîné par un servomoteur avec retour d'encodeur photoélectrique, fonctionnant sous un système de contrôle en boucle fermée pour assurer une alimentation et un positionnement précis.
6. Le système hydraulique fournit la force motrice pour les opérations de poinçonnage, de marquage et de cisaillage. Il est équipé d'une station hydraulique à grande vitesse intégrée à un accumulateur. Les canalisations hydrauliques utilisent des connexions de type virole pour garantir des performances sans fuite et un entretien facile. Les principaux blocs de vannes hydrauliques sont fournis par la marque Atos de renommée internationale, garantissant un fonctionnement stable et fiable du système.
7. Le système de refroidissement hydraulique prend en charge plusieurs configurations, notamment le refroidissement par eau, le refroidissement par air et le refroidissement par huile. Les clients peuvent sélectionner la méthode de refroidissement appropriée en fonction des conditions de travail spécifiques et des exigences opérationnelles.
8. Le système de contrôle se compose d'un ordinateur industriel, d'un contrôleur PLC, de servomoteurs et de dispositifs de détection externes. Les opérateurs doivent uniquement saisir les paramètres de traitement, après quoi le système génère automatiquement des programmes d'usinage. Il prend également en charge les formats de fichiers DXF, NC et autres formats générés par CAO. L'interface HMI est intuitive et conviviale, offrant des fonctions telles que l'affichage graphique de la pièce, le stockage de données de grande capacité, la visualisation de la position et les diagnostics d'alarme de défaut.
Ces exemples de pièces représentent des spécifications standard et des scénarios de traitement typiques dans l'industrie des tours en acier d'angle. Ils permettent aux utilisateurs d'évaluer directement la précision de l'usinage, la qualité du traitement et la précision de la fabrication, fournissant ainsi une référence pratique pour évaluer les performances des équipements et leur adéquation aux exigences de production spécifiques, soutenant ainsi une prise de décision éclairée et basée sur les données.
Dans la construction de lignes de transmission à ultra haute tension (UHV), où les pylônes doivent résister à des conditions météorologiques extrêmes et à de lourdes charges structurelles, cet équipement joue un rôle essentiel dans le traitement des composants d'angle en acier qui constituent la structure structurelle principale des pylônes de transmission. Il effectue des opérations de perçage et de poinçonnage à haute efficacité sur l'acier d'angle utilisé dans les corps de tour, les traverses et autres éléments structurels critiques, garantissant des dimensions précises et des performances de joint fiables, maintenant ainsi la stabilité structurelle et l'intégrité globales des tours.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!