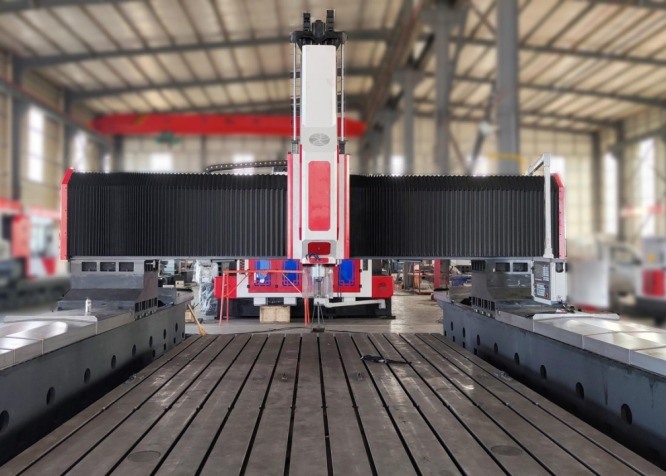
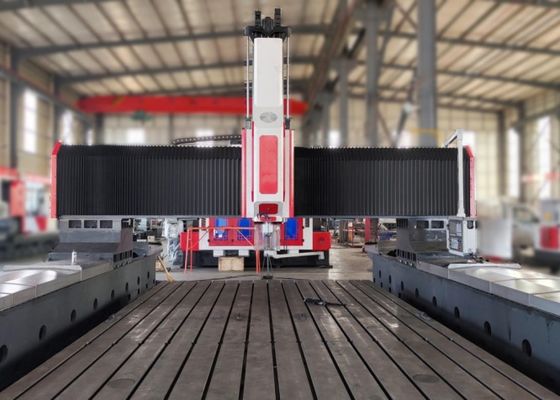
Machine de forage et de fraisage à plaque CNC à double fuseau mobile Gantry
Application du projet:
Cette machine de perçage et de fraisage de tôle de type portique CNC est spécialement conçue pour effectuer le forage, le chanfreinage, le tapage, le fraisage,les opérations de forage sur les pièces de travail en tôle et les composants structurelsIl offre des performances d'usinage de trous de haute efficacité pour des pièces de travail telles que des brides, des disques, des anneaux et des plaques dans sa plage d'épaisseur désignée.L'équipement est capable de traiter à travers des trous et des trous morts, et est compatible avec les composants mono- et composites, équipé d'une technologie de contrôle numérique avancée,Cette machine-outil offre une commodité opérationnelle supérieure et permet d'automatiser, la production de haute précision d'une gamme diversifiée de produits dans des milieux de fabrication à grande échelle.
Les spécifications:
| Taille de la pièce |
LxW |
13000 x 1000 mm |
| Hauteur du gantry |
600 mm (Il peut également être déterminé en fonction de la fondation)
|
| Tableau de travail |
Largeur de la fente en T |
28 mm |
| Tête de puissance de forage |
Je suis désolée. |
2 |
| Tone de la broche |
NT1département d'État |
|
Max. diamètre de forage
(acier au carbone ordinaire)
|
Φ30 mm |
| Diamètre du robinet |
M3 à M10 |
| Vitesse du fuseau |
30 à 6000 tours/min |
| Puissance du moteur de servo-fuseau |
7.5 kW |
| Distance de l'extrémité inférieure de la broche à la table de travail |
200 à 600 mm |
|
Mouvement latéral de la tête de puissance(axe X)
|
Max.course horizontale |
1 000 mm |
| Vitesse de déplacement latéral |
0 à 8 tours/min |
| Servo-moteur pour mouvement latéral |
2.4 kW |
|
Mouvement longitudinal du gantry (axe Y)
|
Max. course d'alimentation |
13000 mm |
| Vitesse de déplacement des aliments |
0 à 8 m/min |
| Puissance du servomoteur d'alimentation |
2x2,4 kW |
| Mouvement vertical de l'alimentation du bélier (axe Z) |
Max. coup de cœur |
300 mm |
| Vitesse de déplacement |
0 à 5 m/min |
| Servo moteur |
7.5 kW (frénésie) |
| Précision de positionnement à trois axes |
Le nombre d'équipements utilisés est déterminé en fonction de l'échantillon. |
± 0,015/1000 mm |
| Précision de positionnement répétée sur trois axes |
Le nombre d'équipements utilisés est déterminé en fonction de l'échantillon. |
± 0,01/1000 mm |
| Taille globale |
LxWxH |
Pour les véhicules à moteur à combustion |

Caractéristiques du produit
1Système de commande CNC complet KND:
Le moteur est entraîné par des servomotors de série à valeur absolue de haute précision, dotés d'une interface RS232 et d'un écran couleur avec une interface de fonctionnement en chinois,tout en prenant en charge à la fois les entrées USB sur site et externes.
1.1. Intégré avec la fonctionnalité de rupture de puce, permettant aux utilisateurs de définir le temps et les cycles de rupture de la puce via l'interface homme-machine (HMI).
1.2. Équipé d'une fonction de levage d'outil, permettant de configurer la hauteur de levage de l'outil sur l'interface utilisateur.la perceuse se soulève rapidement au-dessus de la pièce à usiner pour expulser les copeaux, puis remonte rapidement à la surface de forage avant de reprendre automatiquement le fonctionnement.
1.3. Un cabinet de commande d'opération centralisé et une unité portative sont intégrés, fonctionnant sur un système CNC. L'interface homme-machine (HMI) intègre l'interaction homme-machine, la compensation d'erreur, la commande automatique et la commande automatique.et des fonctions d'alarme automatique pour faciliter une programmation pratique, les processus de stockage, d'affichage et de communication.
1.4L'équipement est équipé de capacités de simulation et de réinspection de la position des trous avant le forage, ce qui améliore considérablement la commodité opérationnelle.
2Système de décharge d'eau centralisé:
Cette machine-outil est équipée d'un système de décharge d'eau centralisé standard.Le mécanisme interne de décharge d'eau de type pulvérisation empêche les feuilles de fer de s'accrocher à l'outil de coupe pendant les opérations d'usinage, réduisant ainsi l'usure de l'outil, allongeant la durée de vie de l'outil et améliorant la finition de surface des pièces.La décharge d'eau à haute pression à l'extrémité de l'outil de coupe protège efficacement la surface de la pièce, protège les joints rotatifs à grande vitesse et empêche l'obstruction des composants rotatifs induite par des impuretés, améliorant ainsi la qualité globale de la pièce et l'efficacité opérationnelle.
3- convoyeur de copeaux automatique et système de refroidissement en circulation:
Un convoyeur automatique de copeaux est installé de chaque côté de la table de travail, avec un filtre monté à l'extrémité.et une pompe de refroidissement est montée d'un côtéLa sortie de la pompe de refroidissement est reliée au système central de filtration de l'eau par un tuyau en caoutchouc.qui est ensuite pompée dans le système central de filtration de l'eau par la pompe à convoyeur à pucesLe liquide de refroidissement filtré est ensuite recirculé vers la broche par une pompe de refroidissement à haute pression pour assurer le refroidissement pendant les opérations de forage.Un chariot de transport de puces est également inclus pour le retrait pratique des puces.
Cet équipement industriel de perçage et de marquage de tôles de type portique CNC de haute performance est méticuleusement conçu pour l'usinage de précision de composants et de pièces structurelles de type tôle.D'une épaisseur n'excédant pas 50 cm3Dans le cas de l'usinage des disques, des anneaux et des plaques plates, il est essentiel que l'épaisseur de ces pièces soit strictement conforme aux paramètres d'usinage efficaces spécifiés par la machine.
Dans les ateliers de construction en acier, cet équipementt effectue des opérations de forage et de fraisage de précision pour les plaques structurelles et les composants de connexion, posant ainsi une base solide pour l'assemblage stable des cadres en acier.Dans le secteur de l'énergie éolienne, il fournit des solutions d'usinage de haute précision pour les tours d'éoliennes et les brides, un processus essentiel qui garantit que ces composants peuvent résister à des conditions environnementales difficiles (par exemple,vents fortsPour les projets de construction de ponts, l'équipement traite les poutres de ponts et les supports, facilitant la formation de poutres stables,des connexions durables conçues pour résister à des charges dynamiques tout au long de la durée de vie prolongée du pont.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!