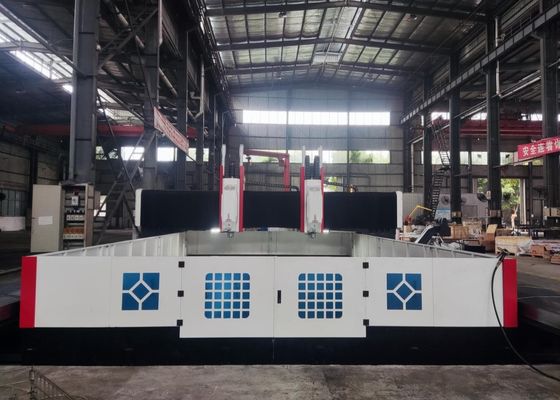
Machine de forage de plaque CNC robuste 6000x6000mm Taille de la pièce et moteur de fuseau servo de 22 kW
Application du projet:
Cet équipement de perçage et de fraisage de la bride de portique CNC est principalement conçu pour effectuer des opérations de perçage, de camérisation, de frappe, de fraisage et de forage sur des pièces de travail en plaque et des composants structurels.Il offre des performances de forage efficaces pour les pièces de travail, y compris les brides, disques, anneaux et plaques dont l'épaisseur se situe dans la fourchette efficace spécifiée.il est compatible à la fois avec des composants mono-matériels et des matériaux compositesLa machine-outil, dotée d'une technologie de contrôle numérique, assure une commodité opérationnelle exceptionnelle.prend en charge les exigences de transformation multi-variétés, et permet une fabrication à grande échelle.
Les spécifications:
| Taille de la pièce |
LxW |
6 000 x 6 000 mm |
| Hauteur du gantry |
800 mm
(Il peut également être déterminé en fonction de la fondation)
|
| Tableau de travail |
Largeur de la fente en T |
28 mm |
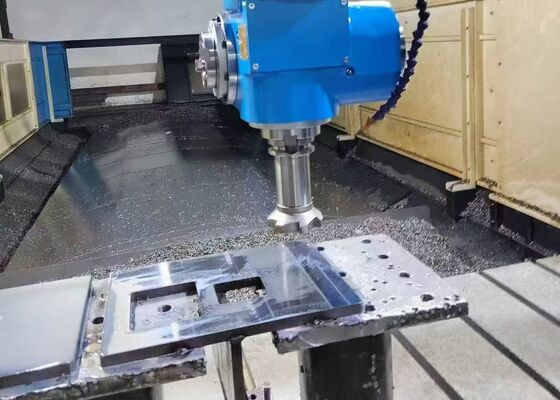
| Tête de puissance de forage |
Je suis désolée. |
2 |
| Tone de la broche |
NT1 société civile |
|
Max. diamètre de forage
(acier au carbone ordinaire)
|
Φ80 mm |
| Épaisseur maximale |
≤ 150 mm |
| Diamètre du robinet |
M3 à M36 |
| Vitesse du fuseau |
30 à 3000 tours/min |
| Puissance du moteur de servo-fuseau |
22 kW |
| Distance de l'extrémité inférieure de la broche à la table de travail |
200 à 800 mm |
|
Mouvement latéral de la tête de puissance(axe X)
|
Max.course horizontale |
6 000 mm |
| Vitesse de déplacement latéral |
0 à 8 tours/min |
| Servo-moteur pour mouvement latéral |
2x4,2 kW |
|
Mouvement longitudinal du gantry (axe Y)
|
Max. course d'alimentation |
6 000 mm |
| Vitesse de déplacement des aliments |
0 à 8 m/min |
| Puissance du servomoteur d'alimentation |
2x4,2 kW |
| Mouvement vertical de l'alimentation du bélier (axe Z) |
Max. coup de cœur |
600 mm |
| Vitesse de déplacement |
0 à 6 m/min |
| Servo moteur |
Le freinage doit être effectué à l'aide d'un dispositif de freinage. |
| Précision de positionnement à trois axes |
Le nombre d'équipements utilisés est déterminé en fonction de l'échantillon. |
± 0,01/1000 mm |
| Précision de positionnement répétée sur trois axes |
Le nombre d'équipements utilisés est déterminé en fonction de l'échantillon. |
± 0,01/1000 mm |
| Taille globale |
LxWxH |
11000 x 9500 x 4000 mm |

Structure de l'équipement
Cette machine CNC de perçage et de marquage de portique est principalement équipée d'un banc de travail en fonte, d'une structure de portique mobile, d'une selle de traversage, d'une tête de puissance de fraisage de perçage,un système de lubrification et de protection automatique, une unité de refroidissement en circulation, un système de commande numérique (NC) et un ensemble de commande électrique.tandis que les mécanismes d'entraînement à vis à billes de haute précision garantissent une précision de positionnement supérieure et une excellente répétabilité.
Caractéristiques du produit
1- Lit et table de travail:
Le lit de la machine est construit comme une coulée en fer gris (HT250) en une pièce, tandis que le portique et la base de poutre latérale sont fabriqués à partir de structures soudées de haute résistance.Après recuit secondaire et traitement du vieillissement, l'usinage de précision est effectué pour atteindre une rigidité dynamique et statique exceptionnelle, empêchant ainsi efficacement la déformation structurelle.La surface de la table de travail comporte des fentes en T usinées de précision disposées dans une disposition optimiséeDeux guides linéaires de haute précision sont installés de chaque côté de la base du lit.assurer une répartition uniforme de la force entre les chariots de guidage et améliorer considérablement la rigidité de la machine-outil, résistance à la traction et résistance à la compression. Le système d'entraînement adopte un servo-moteur à courant alternatif couplé à un ensemble de vis à billes de précision pour transmission double face,permettant un mouvement en douceur de l'axe Y du portiqueLes boulons de nivellement réglables sont répartis stratégiquement sur le fond du lit, ce qui permet un étalonnage pratique de l'alignement horizontal de la table de travail.
2Le portail mobile:
Le portique mobile est construit à partir de fer gris (HT250), avec deux guides linéaires roulants ultra-hauts intégrés à l'avant de la structure du portique.Un ensemble d'assemblages de vis à billes de précisionLes têtes de puissance de forage sont montées sur la glissière de la tête de puissance pour fournir une fonctionnalité d'usinage.
3- Une selle en mouvement.
La selle mobile est un ensemble structural en fonte de précision, équipé de deux guides linéaires CNC à haute charge, d'un ensemble de vis à billes de précision,un réducteur planétaire de haute précision couplé à un servomoteurIl est en outre intégré à un cylindre d'équilibrage d'azote, qui contre-balance le poids de la tête de puissance pour minimiser la charge sur la vis à bille et prolonger sa durée de vie.Ce composant entraîne la tête de puissance de forage pour exécuter le mouvement de l'axe Z, permettant des fonctions de base telles que l'alimentation rapide, l'alimentation de travail, la rétraction rapide et l'arrêt précis.et les capacités de pause pour améliorer l'efficacité de l'usinage et la flexibilité opérationnelle.
.
Cette machine industrielle à portique CNC haute performance est spécialement conçue pour le forage et le marquage sur les composants de tôles et de tôles.Fabrication méticuleuse pour assurer l'usinage de précision des pièces de travail de type plaque et des pièces structurelles, il offre une compatibilité dédiée avec le traitement de brides, disques, anneaux, plaques plates et composants analogues.Une exigence fondamentale est que l'épaisseur de la pièce soit strictement conforme aux spécifications d'usinage efficaces préétablies par la machine..
Dans les installations de fabrication de structures en acier, cet équipement effectue des opérations de forage et de fraisage de précision sur les plaques structurelles et les composants de connexion,établissant une base solide pour l'assemblage stable des cadres en acierDans le secteur de l'énergie éolienne,Il fournit des solutions d'usinage de haute précision pour les tours et les brides d'éoliennes, un processus essentiel qui garantit que ces composants peuvent résister à des conditions environnementales sévères (ePour les projets de construction de ponts, l'équipement traite les poutres de ponts et les supports, permettant la formation de poutres stables, de poutres de support et de poutres de support.des connexions durables conçues pour supporter des charges dynamiques pendant toute la durée de vie prolongée du pont.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!