Machine d'alésage profond CNC pour la fabrication de récipients sous pression, traitement de brides pour l'énergie éolienne
Présentation du produit :
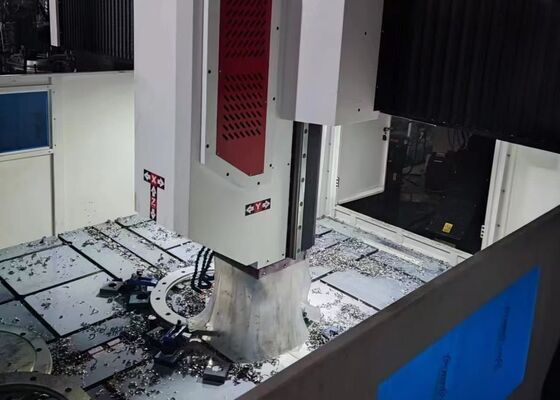
Les opérations principales comprennent le perçage, l'alésage, le taraudage, le chanfreinage et le fraisage sur des plaques de tube et des brides, avec des diamètres de trous généralement inférieurs à φ80mm. Cet équipement est compatible avec les forets en carbure et les forets standard. Le système de commande CNC est convivial, garantissant une facilité d'utilisation. La machine offre une précision exceptionnelle, assurant une grande précision de travail.
Configuration du produit :
| Modèle |
PHD1010 |
| Taille de la pièce |
LxL (mm) |
1000x1000 |
| Largeur de la rainure en T de l'établi (mm) |
28 |
| Tête de perçage motorisée |
Qté. |
1 |
| Cône de broche |
BT40 |
| Diamètre de perçage max. (mm) |
Φ50 |
| Épaisseur max. (mm) |
≤180 |
| Diamètre de taraudage |
M3-M20 |
| Vitesse de broche (tr/min) |
30~3000 |
| Puissance du moteur de broche servo (kW) |
11 |
| Mouvement latéral de la tête motorisée (axe X) |
Course horizontale max. (mm) |
1000 |
| Vitesse de mouvement latérale (tr/min) |
0~8 |
| Puissance du moteur servo pour le mouvement latéral (kW) |
2.4 |
| Mouvement longitudinal du portique (axe Y) |
Course d'avance max. (mm) |
1000 |
| Vitesse de déplacement d'avance (m/min) |
0~8 |
| Puissance du moteur servo d'avance (kW) |
2.4 |
| Mouvement d'avance du bélier vertical (axe Z) |
Course max. (mm) |
400 |
| Vitesse de déplacement (m/min) |
0~8 |
| Puissance du moteur servo (kW) |
2.4 |
| Précision de positionnement à trois axes |
X/Y/Z/A/B/C (mm) |
±0.02/1000 |
| Précision de répétition de positionnement à trois axes |
X/Y/Z/A/B/C (mm) |
±0.01/1000 |
| Système électrique |
Système CNC |
FAGOR/ KND/ GSK |
| Changeur d'outils |
Type disque (en option) |
24 positions d'outils |
| Dimensions hors tout |
LxLxH (m) |
3.2x2.2x2.2 |

Caractéristiques du produit
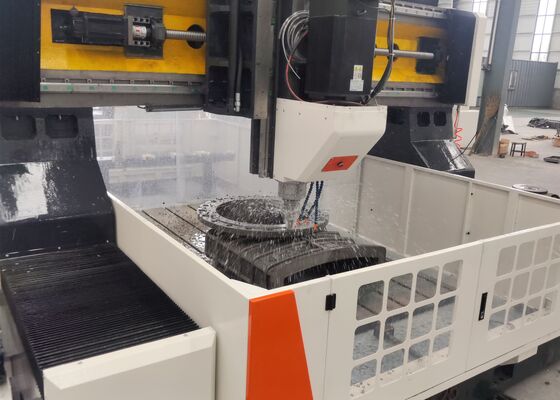
1. Le corps du bâti et la traverse de la machine sont construits à partir d'une structure soudée, suivie d'un traitement thermique de vieillissement complet pour garantir une excellente précision. L'établi, la table coulissante transversale et le bélier sont tous en fonte.
2. Le système d'entraînement double servo des deux côtés de l'axe X assure un mouvement parallèle précis du portique, maintenant une équerre optimale entre les axes Y et X.
3. L'établi est en fonte, garantissant des performances stables et fiables.
4. La broche de perçage est de type BT40 rigide et de haute précision, équipée d'un système de refroidissement interne et conçue pour un changement d'outil facile. La vitesse de broche varie de 30 à 3000 tr/min.
5. Des deux côtés de l'établi, deux systèmes d'évacuation des copeaux de type chaîne à plaques sont installés. Ces systèmes collectent efficacement les rebuts et le liquide de refroidissement, permettant le recyclage et la réutilisation du liquide de refroidissement.
6. La machine est équipée de doubles systèmes de refroidissement - refroidissement interne et externe - garantissant une pression et un débit adéquats. De plus, elle dispose d'un système de surveillance du niveau de liquide de refroidissement qui garantit une lubrification et un refroidissement suffisants pour l'outil de perçage.
7. La machine intègre un système de lubrification automatique, fournissant une lubrification constante et fiable aux composants mobiles critiques tels que les rails de guidage, les vis à billes et les roulements à rouleaux, assurant ainsi une durée de vie prolongée de ces pièces clés.
8. Le système de commande CNC est le 828D, offrant des fonctionnalités avancées, une programmation CAO/FAO automatique, une utilisation conviviale, ainsi que des alertes automatiques et une compensation des erreurs.
9. Les composants critiques sous-traités, y compris les rails de guidage à rouleaux linéaires, les vis à billes, les moteurs et pilotes servo, la broche, le système de commande CNC, la pompe hydraulique, les vannes et la pompe de refroidissement, proviennent de marques mondialement reconnues, garantissant une fiabilité exceptionnelle et des performances stables de la machine.
La machine de découpe de tôles CNC à portique est une solution industrielle robuste, méticuleusement conçue pour le traitement précis de composants en forme de plaque et de pièces structurelles. Cette machine est spécifiquement optimisée pour le traitement de pièces telles que les brides, les disques, les anneaux et les plaques planes, à condition que l'épaisseur du matériau soit dans la plage d'usinage effective spécifiée de la machine.
Dans les usines de fabrication de structures en acier, cette machine de perçage de tôles effectue des opérations de perçage et de fraisage précises sur les plaques structurelles et les composants de connexion, fournissant une base solide pour l'assemblage robuste des charpentes en acier. Dans le secteur de l'énergie éolienne, elle offre un usinage de haute précision pour les tours d'éoliennes et les brides - des processus vitaux qui garantissent que ces composants peuvent résister à des conditions environnementales extrêmes, y compris des vents forts et des fluctuations de température. Pour les projets de construction de ponts, l'équipement traite les poutres et les supports de ponts, assurant la formation de connexions stables et durables qui peuvent supporter des charges dynamiques tout au long de la longue durée de vie du pont.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!