Machine de traitement combinée en acier, modèle BHD500/3 CNC, section en H, vitesse de broche 100 ~ 3000r/Min
Utilisation des machines-outils :
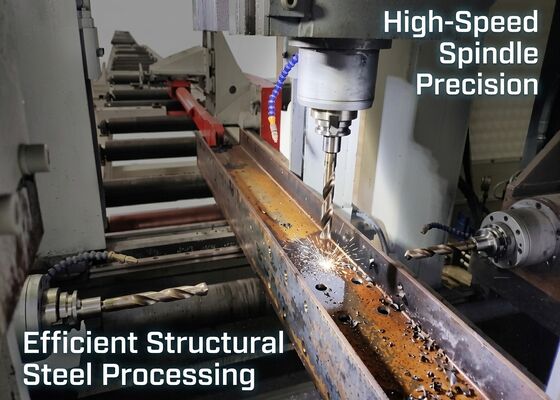
Cet équipement de traitement est spécialement développé pour mettre en œuvre des opérations de perçage, de taraudage et de gribouillage sur les profilés en acier, notamment les poutres en H et les profilés en acier. Trois ensembles de broches à grande vitesse BT40 sont configurés pour effectuer respectivement un usinage sur trois faces, avec une broche indépendante attribuée à chaque face d'usinage. Le magasin de stockage d'outils linéaires assorti peut accueillir des outils de coupe de quatre spécifications distinctes.
Doté d'une productivité d'usinage supérieure, d'une précision dimensionnelle exceptionnelle, d'une opérabilité facile et d'une large adaptabilité, l'équipement est largement déployé dans les secteurs de la construction en acier couvrant l'ingénierie du bâtiment, la fabrication de parkings, la fabrication de tours de transmission et de charpentes spatiales.
Caractéristiques:
| Modèle |
500 BHD/3 |
| Plage de largeur de poutre en H (mm) |
100~500 |
| Plage de hauteur de poutre en H (mm) |
100~500 |
| Plage de largeur de l'acier du canal (mm) |
100~500 |
| Plage de hauteur de l'acier du canal (mm) |
100~250 |
| Max. épaisseur de la pièce (mm) |
40 |
| Max. longueur de la pièce (m) |
12 ou 15 (facultatif) |
| Quantité de broche de perçage. |
Total 3 broches, une broche sur l'unité supérieure, côté gauche et côté droit respectivement |
| Cône du trou de broche |
BT40 |
| Diamètre maximum de perçage (mm) |
40 |
| Puissance du moteur de broche (kW) |
11 |
| Vitesse de broche(tr/min) |
100~3000 |
| Vitesse d'alimentation de la broche (m/min) |
0~10 |
| Vitesse d'alimentation sur l'axe X (m/min) |
0~40 |
| Quantité de magasin d'outils |
3 |
| Type et capacité du magasin d'outils |
Type de rangée, 3x4 (facultatif) |
| Unité de marquage (en option) |
Saisie sur disque, 36 caractères, taille des caractères Φ10 mm |
| Système CNC |
Allemand, Japon, Chine INVT |
| Méthode de refroidissement |
Refroidissement par pulvérisation, refroidissement interne + refroidissement externe |
| Taille hors tout de la machine (m) |
Environ 32x5x3,5 |
| Puissance totale (kW) |
Environ 55 |
| Les paramètres ci-dessus peuvent être ajustés et modifiés selon les exigences spécifiques du client. |

1. Perceuse
Cette unité de perçage se compose principalement d'un châssis de base, d'un banc de machine, d'un chariot coulissant mobile, d'une tête de broche, d'un mécanisme de serrage supérieur, d'un ensemble de serrage latéral et d'un magasin d'outils linéaire.
L'équipement est équipé de trois têtes de broche : une tête de broche latérale fixe, une tête de broche latérale mobile et une tête de broche supérieure, qui effectuent respectivement des tâches de forage horizontal et vertical. Toutes les têtes de broche peuvent fonctionner de manière autonome et effectuer des perçages simultanément, augmentant ainsi considérablement la capacité de production globale. Chaque tête de broche est équipée d'une broche mécanique haute vitesse BT40 et le magasin d'outils linéaires de support peut contenir jusqu'à quatre forets de différents diamètres (lorsque la broche est déchargée). Il prend en charge l'usinage automatique de quatre tailles d'alésage différentes en un seul cycle de serrage de pièce. L'alimentation de la broche est entraînée par un servomoteur, permettant une avance rapide, une avance de travail et un retour rapide sous contrôle du programme. La broche est alimentée par un servomoteur de broche dédié, offrant une régulation de vitesse en continu avec une large plage de vitesses.
Trois ensembles de broches sont installés à côté du banc de la machine. Chaque unité de broche est actionnée par des ensembles à double servomoteur pour réaliser un déplacement horizontal et vertical, en adoptant une vis à billes pour la transmission de puissance et des guides à rouleaux linéaires de haute précision pour le guidage de position. Tout au long du cycle de perçage, l'équipement met en œuvre un serrage de la pièce à double orientation : un vérin hydraulique actionne l'ensemble de maintien supérieur pour fixer la pièce sur des rouleaux de support horizontaux, tandis qu'une unité hydraulique séparée entraîne le dispositif de serrage latéral pour fixer la pièce de son flanc.
2. Canal d'alimentation
Le passage d'alimentation est assemblé avec des cadres de support, des rouleaux de support, des rouleaux de positionnement latéral, des ensembles de poussée latérale et des composants de crémaillère, fonctionnant comme support pour les pièces en attente d'usinage. Un commutateur de détection photoélectrique est installé à l'extrémité d'entrée du passage pour détecter le bord d'attaque de la pièce et définir le repère d'usinage le long de l'axe X. Les rouleaux de positionnement latéraux effectuent le positionnement préliminaire sur l'axe Y pour les matières premières, et les dispositifs de poussée latéraux compriment étroitement la pièce contre ces rouleaux de positionnement pour un alignement fixe.
3. Canal de décharge
Le châssis du convoyeur de déchargement comprend des supports, des rouleaux porteurs et des accessoires auxiliaires, conçus exclusivement pour le transport de pièces finies entièrement usinées après un traitement complet.
Au cours des essais de vérification des produits, l'équipement intégré de perçage, de marquage et de cisaillement CNC pour poutres structurelles offre des performances de traitement vérifiées sur des éprouvettes de poutre en H standard avec des largeurs de bride et des jauges d'âme différenciées, ainsi que des échantillons d'acier de canal de spécifications assorties. Les éprouvettes finies confirment les performances supérieures de l'équipement en termes d'alignement précis des trous, de taraudage interne qualifié et de marquage d'indentation net, prouvant de manière adéquate sa précision exceptionnelle et sa stabilité opérationnelle dans des conditions de travail réelles sur site.
Cette machine de traitement de poutres en H tout-en-un CNC à grande vitesse est principalement appliquée aux usines de fabrication de structures en acier et aux développements techniques de ponts. Pour les ateliers de transformation de l'acier, il exécute un usinage de précision sur les cadres et les poutres en H porteuses pour soutenir un assemblage précis et stable des cadres en acier fabriqués. Dans les projets d'infrastructure de ponts, le perçage de haute précision sur l'acier en forme de H optimise la robustesse structurelle globale et améliore la résistance aux charges à long terme des ponts finis. Bénéficiant d'une productivité de traitement exceptionnelle, l'équipement fournit une assurance technique fiable pour les industries d'infrastructure de base et garantit la mise en œuvre ordonnée des entreprises de construction pertinentes.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!